







ନିର୍ଦ୍ଦିଷ୍ଟକରଣ
| ଉତ୍ପାଦ ନାମ | ଲାପ୍ ଜଏଣ୍ଟ/ଲୁଜ୍ ଫ୍ଲାଞ୍ଜ |
| ଆକାର | ୧/୨"-୨୪" |
| ଚାପ | ୧୫୦#-୨୫୦୦#,PN0.6-PN400,5K-40K |
| ମାନାଙ୍କ | ANSI B16.5, EN1092-1, JIS B2220 ଇତ୍ୟାଦି | |
| ଷ୍ଟବ୍ ଏଣ୍ଡ | MSS SP 43, ASME B16.9 |
| ସାମଗ୍ରୀ | ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍:A182F304/304L, A182 F316/316L, A182F321, A182F310S, A182F347H, A182F316Ti, 317/317L, 904L, 1.4301, 1.4307, 1.4401, 1.4571,1.4541, 254Mo ଏବଂ ଇତ୍ୟାଦି। |
| କାର୍ବନ ଇସ୍ପାତ:A105, A350LF2, S235Jr, S275Jr, St37, St45.8, A42CP, A48CP, E24, A515 Gr60, A515 Gr 70 ଇତ୍ୟାଦି। | |
| ଡୁପ୍ଲେକ୍ସ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍:UNS31803, SAF2205, UNS32205, UNS31500, UNS32750, UNS32760, 1.4462,1.4410,1.4501 ଏବଂ ଇତ୍ୟାଦି। | |
| ପାଇପଲାଇନ୍ ଇସ୍ପାତ:A694 F42, A694F52, A694 F60, A694 F65, A694 F70, A694 F80 ଇତ୍ୟାଦି। | |
| ନିକେଲ ମିଶ୍ରଧାତୁ:inconel600, inconel625, inconel690, incoloy800, incoloy 825, incoloy 800H,C22, C-276, Monel400, Alloy20 ଇତ୍ୟାଦି। | |
| Cr-Mo ମିଶ୍ରଧାତୁ:A182F11, A182F5, A182F22, A182F91, A182F9, 16mo3,15Crmo, ଇତ୍ୟାଦି। | |
| ପ୍ରୟୋଗ | ପେଟ୍ରୋକେମିକାଲ୍ ଶିଳ୍ପ; ବିମାନ ଚଳାଚଳ ଏବଂ ମହାକାଶ ଶିଳ୍ପ; ଔଷଧ ଶିଳ୍ପ; ଗ୍ୟାସ୍ ନିଷ୍କାସନ; ଶକ୍ତି କେନ୍ଦ୍ର; ଜାହାଜ ନିର୍ମାଣ; ଜଳ ଚିକିତ୍ସା, ଇତ୍ୟାଦି। |
| ଲାଭ | ପ୍ରସ୍ତୁତ ଷ୍ଟକ୍, ଦ୍ରୁତ ବିତରଣ ସମୟ; ସମସ୍ତ ଆକାରରେ ଉପଲବ୍ଧ, କଷ୍ଟୋମାଇଜ୍ଡ; ଉଚ୍ଚ ଗୁଣବତ୍ତା |
ପରିମାପ ମାନଦଣ୍ଡ
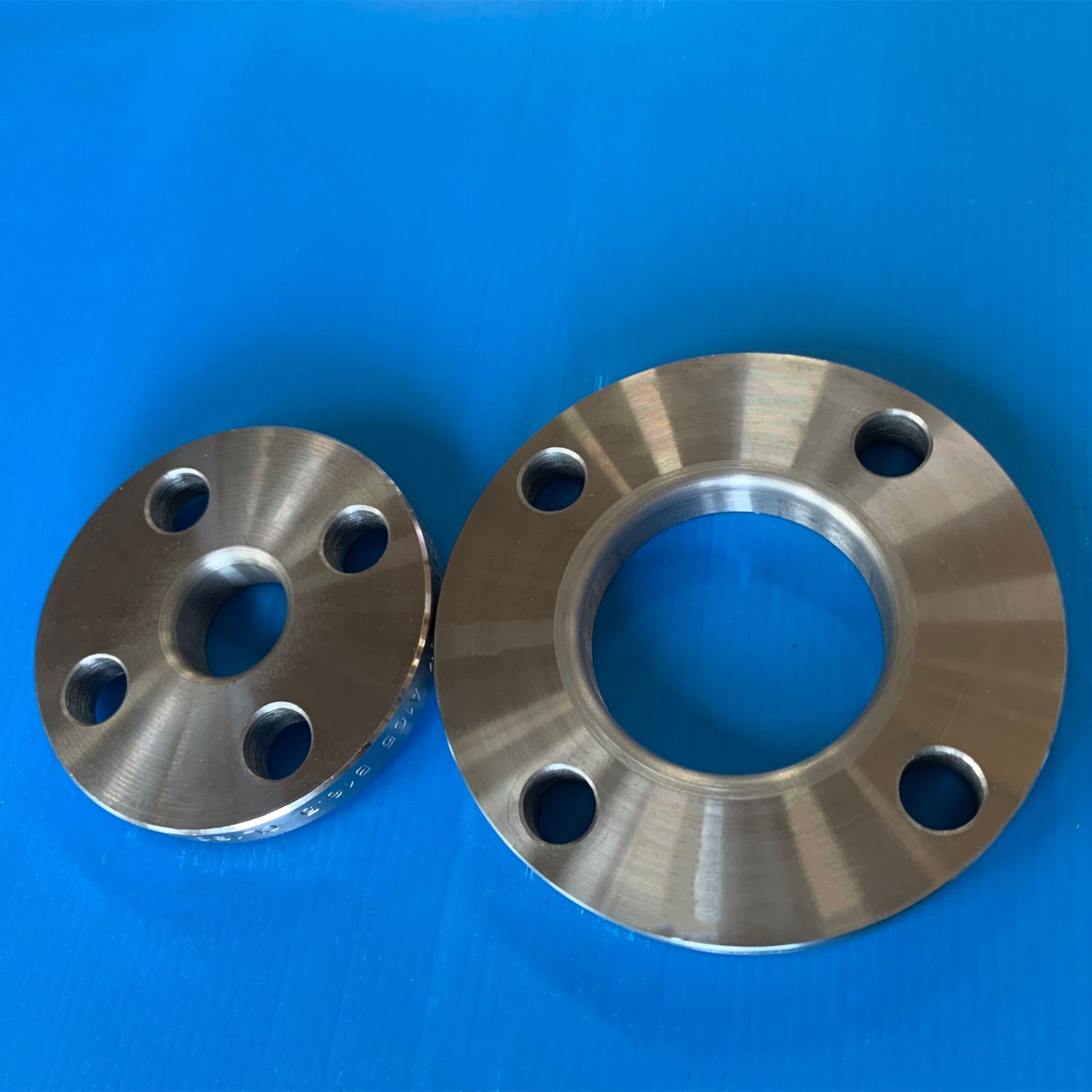
ଲ୍ୟାପ୍ ଜଏଣ୍ଟ ଫ୍ଲାଞ୍ଜ
ଏକ ଲ୍ୟାପ୍-ଜଏଣ୍ଟ ଫ୍ଲାଞ୍ଜ ପାଇଁ ଫ୍ଲାଞ୍ଜ ସଂଯୋଗର ପ୍ରତ୍ୟେକ ପାର୍ଶ୍ୱ ପାଇଁ ଦୁଇଟି ପାଇପ୍ ଉପାଦାନ ଆବଶ୍ୟକ, ଏକ ଷ୍ଟବ୍ ଏଣ୍ଡ ଏବଂ ଏକ ଢିଲା ବ୍ୟାକିଂ ଫ୍ଲାଞ୍ଜ। ଢିଲା ବ୍ୟାକିଂ ଫ୍ଲାଞ୍ଜ ଷ୍ଟବ୍ ଏଣ୍ଡର ବାହାର ବ୍ୟାସ ଉପରେ ଫିଟ୍ ହୁଏ, ଯାହାକୁ ପାଇପ୍ ସହିତ ବଟ୍-ୱେଲ୍ଡ କରାଯାଏ। ବ୍ୟାକିଂ ଫ୍ଲାଞ୍ଜ ପାଇପ୍ ସହିତ ୱେଲ୍ଡିଂ ହୁଏ ନାହିଁ, ଏବଂ ଏହାକୁ ଘୂର୍ଣ୍ଣନ କରାଯାଇପାରିବ, ଯାହା ବିଶେଷ ଭାବରେ ଉପଯୋଗୀ ଯେତେବେଳେ ସ୍ଥାପନ ସମୟରେ ଫ୍ଲାଞ୍ଜଗୁଡ଼ିକୁ ଦିଗନିର୍ଦ୍ଦେଶ କରିବା ଆବଶ୍ୟକ ହୁଏ।
ଏହା ସହିତ, ଯେହେତୁ ବ୍ୟାକିଂ ଫ୍ଲାଞ୍ଜ ପ୍ରକ୍ରିୟା ତରଳ ସହିତ ସଂସ୍ପର୍ଶରେ ଆସେ ନାହିଁ, ଏହା ଏକ କମ୍ କ୍ଷୟକାରୀ-ପ୍ରତିରୋଧୀ ସାମଗ୍ରୀରେ ତିଆରି ହୋଇପାରେ। ଉଦାହରଣ ସ୍ୱରୂପ, ଯଦି ପ୍ରକ୍ରିୟା କ୍ଷୟକାରୀ ଏବଂ ପାଇପ୍ ASTM A312 TP316L ପରି ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲର ହେବା ଆବଶ୍ୟକ କରେ, ତେବେ ଷ୍ଟବ୍ ଏଣ୍ଡ ମଧ୍ୟ SS 316L ରେ ତିଆରି ହେବା ଆବଶ୍ୟକ; ତଥାପି, ବ୍ୟାକିଂ ଫ୍ଲାଞ୍ଜ ଶସ୍ତା ASTM A105 ରେ ତିଆରି ହୋଇପାରିବ।
ଏହି ସଂଯୋଗ ପଦ୍ଧତି ୱେଲ୍ଡ ନେକ୍ ଫ୍ଲାଞ୍ଜ ପରି ଦୃଢ଼ ନୁହେଁ କିନ୍ତୁ ଏହା ସ୍କ୍ରୁଡ୍, ସକେଟ୍ ୱେଲ୍ଡ ଏବଂ ସ୍ଲିପ୍ ଅନ୍ ସଂଯୋଗ ଅପେକ୍ଷା ଉତ୍କୃଷ୍ଟ; ତଥାପି, ଏହାକୁ କାର୍ଯ୍ୟକାରୀ କରିବା ଅଧିକ ମହଙ୍ଗା, କାରଣ ଏଥିପାଇଁ ଏକ ପୂର୍ଣ୍ଣ-ଭେନେଟ୍ରେସନ୍ ବଟ୍ ୱେଲ୍ଡ ଆବଶ୍ୟକ ଏବଂ ଦୁଇଟି ଉପାଦାନ ଆବଶ୍ୟକ।

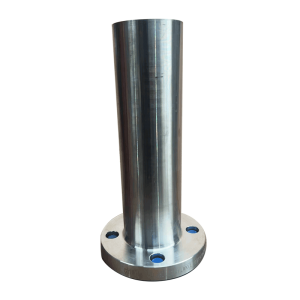
ଷ୍ଟବ୍ ସମାପ୍ତି
ଏକ ଷ୍ଟବ୍ ଏଣ୍ଡ ସର୍ବଦା ଏକ ଲାପ୍ ଜଏଣ୍ଟ ଫ୍ଲାଞ୍ଜ ସହିତ ଏକ ବ୍ୟାକିଂ ଫ୍ଲାଞ୍ଜ ଭାବରେ ବ୍ୟବହାର କରାଯିବ।
ଏହି ଫ୍ଲାଙ୍ଗ ସଂଯୋଗଗୁଡ଼ିକ କମ୍ ଚାପ ଏବଂ ଅଣ-ସତ୍ତ୍ୱପୂର୍ଣ୍ଣ ପ୍ରୟୋଗରେ ପ୍ରୟୋଗ କରାଯାଏ, ଏବଂ ଏହା ଫ୍ଲାଙ୍ଗ କରିବାର ଏକ ଶସ୍ତା ପଦ୍ଧତି।
ଉଦାହରଣ ସ୍ୱରୂପ, ଏକ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ପାଇପ୍ ସିଷ୍ଟମରେ, ଏକ କାର୍ବନ ଷ୍ଟିଲ୍ ଫ୍ଲାଞ୍ଜ ପ୍ରୟୋଗ କରାଯାଇପାରିବ, କାରଣ ସେଗୁଡ଼ିକ ପାଇପ୍ରେ ଥିବା ଉତ୍ପାଦ ସହିତ ସଂସ୍ପର୍ଶରେ ଆସି ନଥାଏ।
ଷ୍ଟବ୍ ଏଣ୍ଡ୍ସ ପ୍ରାୟ ସମସ୍ତ ପାଇପ୍ ବ୍ୟାସରେ ଉପଲବ୍ଧ। ASME B.16.9 ମାନକରେ ପରିମାପ ଏବଂ ପରିମାପ ସହନଶୀଳତା ପରିଭାଷିତ ହୋଇଛି। ହାଲୁକା-ଓଜନ କ୍ଷୟ ପ୍ରତିରୋଧୀ ଷ୍ଟବ୍ ଏଣ୍ଡ୍ସ (ଫିଟିଂସ୍) MSS SP43 ରେ ପରିଭାଷିତ ହୋଇଛି।

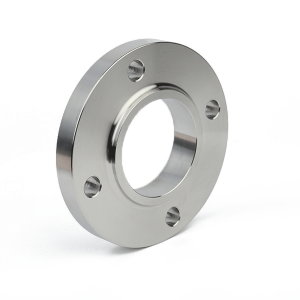
ଲ୍ୟାପ୍ ଜଏଣ୍ଟ ଫ୍ଲାଞ୍ଜର ଲାଭ
- ପାଇପ୍ ଚାରିପାଖରେ ଘୂରି ବୁଲିବାର ସ୍ୱାଧୀନତା ବିପରୀତ ଫ୍ଲାଙ୍ଗ ବୋଲ୍ଟ ଗାତଗୁଡ଼ିକୁ ଲାଇନ୍ କରିବାରେ ସାହାଯ୍ୟ କରେ।
- ପାଇପ୍ରେ ଥିବା ତରଳ ପଦାର୍ଥ ସହିତ ସମ୍ପର୍କର ଅଭାବ ପ୍ରାୟତଃ କ୍ଷୟ ପ୍ରତିରୋଧୀ ପାଇପ୍ ସହିତ ଶସ୍ତା କାର୍ବନ ଷ୍ଟିଲ୍ ଫ୍ଲାଞ୍ଜ ବ୍ୟବହାର କରିବାକୁ ଅନୁମତି ଦିଏ।
- ଯେଉଁ ସିଷ୍ଟମଗୁଡ଼ିକ ଶୀଘ୍ର କ୍ଷୟ ହୁଏ କିମ୍ବା କ୍ଷୟ ହୁଏ, ସେଠାରେ ଫ୍ଲାଙ୍ଗଗୁଡ଼ିକୁ ପୁନଃବ୍ୟବହାର ପାଇଁ ଉଦ୍ଧାର କରାଯାଇପାରେ।

ଉତ୍ପାଦ ବିବରଣୀ ପ୍ରଦର୍ଶନ କରନ୍ତୁ
1. ମୁହଁ
ସମତଳ ମୁହଁ, ବ୍ୟାସାର୍ଦ୍ଧ ସବୁଠାରୁ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ
୨. ହବ୍ ସହିତ କିମ୍ବା ହବ୍ ବିନା
୩. ମୁହଁ ଫିନିସ୍
ଫ୍ଲାଞ୍ଜର ମୁହଁର ଫିନିସ୍ ଏକ ଗାଣିତିକ ହାର ରୁକ୍ଷତା ଉଚ୍ଚତା (AARH) ଭାବରେ ମାପ କରାଯାଏ। ଫିନିସ୍ ବ୍ୟବହୃତ ମାନକ ଦ୍ୱାରା ନିର୍ଣ୍ଣୟ କରାଯାଏ। ଉଦାହରଣ ସ୍ୱରୂପ, ANSI B16.5 125AARH-500AARH (3.2Ra ରୁ 12.5Ra) ପରିସର ମଧ୍ୟରେ ଫେସ୍ ଫିନିସ୍ ନିର୍ଦ୍ଦିଷ୍ଟ କରେ। ଅନ୍ୟାନ୍ୟ ଫିନିସ୍ ଆବଶ୍ୟକତା ଅନୁଯାୟୀ ଉପଲବ୍ଧ, ଉଦାହରଣ ସ୍ୱରୂପ 1.6 Ra ସର୍ବାଧିକ, 1.6/3.2 Ra, 3.2/6.3Ra କିମ୍ବା 6.3/12.5Ra। 3.2/6.3Ra ପରିସର ସବୁଠାରୁ ସାଧାରଣ।
ମାର୍କିଂ ଏବଂ ପ୍ୟାକିଂ
• ପ୍ରତ୍ୟେକ ସ୍ତର ପୃଷ୍ଠକୁ ସୁରକ୍ଷା ଦେବା ପାଇଁ ପ୍ଲାଷ୍ଟିକ୍ ଫିଲ୍ମ ବ୍ୟବହାର କରେ
• ସମସ୍ତ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ପ୍ଲାଏଉଡ୍ କେସ୍ ଦ୍ୱାରା ପ୍ୟାକ୍ କରାଯାଏ। ବଡ଼ ଆକାରର କାର୍ବନ ଫ୍ଲାଞ୍ଜ ପ୍ଲାଏଉଡ୍ ପ୍ୟାଲେଟ୍ ଦ୍ୱାରା ପ୍ୟାକ୍ କରାଯାଏ। କିମ୍ବା କଷ୍ଟମାଇଜ୍ ପ୍ୟାକିଂ କରାଯାଇପାରିବ।
• ସିପିଂ ଚିହ୍ନ ଅନୁରୋଧ କଲେ ତିଆରି କରାଯାଇପାରିବ
• ଉତ୍ପାଦଗୁଡିକରେ ଚିହ୍ନ ଖୋଦେଇ କିମ୍ବା ମୁଦ୍ରିତ କରାଯାଇପାରିବ। OEM ଗ୍ରହଣୀୟ।
ଯାଞ୍ଚ
• UT ପରୀକ୍ଷା
• ପିଟି ପରୀକ୍ଷା
• MT ପରୀକ୍ଷା
• ପରିମାପ ପରୀକ୍ଷା
ବିତରଣ ପୂର୍ବରୁ, ଆମର QC ଦଳ NDT ପରୀକ୍ଷା ଏବଂ ପରିମାଣ ଯାଞ୍ଚ ବ୍ୟବସ୍ଥା କରିବେ। TPI (ତୃତୀୟ ପକ୍ଷ ଯାଞ୍ଚ) ମଧ୍ୟ ଗ୍ରହଣ କରିବେ।
ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା
| ୧. ପ୍ରକୃତ କଞ୍ଚାମାଲ ବାଛନ୍ତୁ | ୨. କଞ୍ଚାମାଲ କାଟିବା | 3. ପ୍ରି-ହିଟିଂ |
| ୪. ଫୋର୍ଜିଂ | ୫. ଗରମ ଚିକିତ୍ସା | ୬. ରଫ୍ ମେସିନିଂ |
| ୭. ଖନନ | ୮. ସୂକ୍ଷ୍ମ ମେସିନ୍ | 9. ଚିହ୍ନିତ କରିବା |
| ୧୦. ନିରୀକ୍ଷଣ | ୧୧. ପ୍ୟାକିଂ | ୧୨. ବିତରଣ |
ପାଇପ୍ ଫିଟିଂଗୁଡ଼ିକ ପାଇପ୍ ସିଷ୍ଟମର ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ଉପାଦାନ, ସଂଯୋଗ, ପୁନଃନିର୍ଦ୍ଦେଶନ, ଗତି ପରିବର୍ତ୍ତନ, ଆକାର ପରିବର୍ତ୍ତନ, ସିଲ୍ କିମ୍ବା ତରଳ ପ୍ରବାହକୁ ନିୟନ୍ତ୍ରଣ କରିବା ପାଇଁ ବ୍ୟବହୃତ ହୁଏ। ଏଗୁଡ଼ିକ ନିର୍ମାଣ, ଶିଳ୍ପ, ଶକ୍ତି ଏବଂ ପୌର ସେବା ଭଳି କ୍ଷେତ୍ରରେ ବ୍ୟାପକ ଭାବରେ ପ୍ରୟୋଗ କରାଯାଏ।
ମୁଖ୍ୟ କାର୍ଯ୍ୟ:ଏହା ପାଇପ୍ ସଂଯୋଗ କରିବା, ପ୍ରବାହ ଦିଗ ପରିବର୍ତ୍ତନ କରିବା, ପ୍ରବାହକୁ ବିଭାଜନ ଏବଂ ମିଶ୍ରଣ କରିବା, ପାଇପ୍ ବ୍ୟାସକୁ ସଜାଡ଼ିବା, ପାଇପ୍ ସିଲ୍ କରିବା, ନିୟନ୍ତ୍ରଣ ଏବଂ ନିୟନ୍ତ୍ରଣ କରିବା ଭଳି କାର୍ଯ୍ୟ କରିପାରିବ।
ପ୍ରୟୋଗ କ୍ଷେତ୍ର:
- କୋଠା ଜଳ ଯୋଗାଣ ଏବଂ ନିଷ୍କାସନ:ପାଣି ପାଇପ୍ ନେଟୱାର୍କ ପାଇଁ PVC ଏଲବୋ ଏବଂ PPR ଟ୍ରାଇସ୍ ବ୍ୟବହୃତ ହୁଏ।
- ଶିଳ୍ପ ପାଇପଲାଇନ:ରାସାୟନିକ ମାଧ୍ୟମ ପରିବହନ ପାଇଁ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ଫ୍ଲାଞ୍ଜ ଏବଂ ମିଥ୍ୟା ଇସ୍ପାତ ଏଲବୋ ବ୍ୟବହାର କରାଯାଏ।
- ଶକ୍ତି ପରିବହନ:ତେଲ ଏବଂ ଗ୍ୟାସ ପାଇପଲାଇନରେ ଉଚ୍ଚ-ଚାପଯୁକ୍ତ ଇସ୍ପାତ ପାଇପ୍ ଫିଟିଂ ବ୍ୟବହୃତ ହୁଏ।
- HVAC (ତାପ, ବାୟୁଚଳନ ଏବଂ ଏୟାର କଣ୍ଡିସନିଂ):ରେଫ୍ରିଜରେଣ୍ଟ ପାଇପଲାଇନ୍ ସଂଯୋଗ କରିବା ପାଇଁ ତମ୍ବା ପାଇପ୍ ଫିଟିଂ ବ୍ୟବହୃତ ହୁଏ, ଏବଂ କମ୍ପନ ହ୍ରାସ ପାଇଁ ନମନୀୟ ସନ୍ଧି ବ୍ୟବହୃତ ହୁଏ।
- କୃଷି ଜଳସେଚନ:ଶୀଘ୍ର ସଂଯୋଗକାରୀଗୁଡ଼ିକ ସ୍ପ୍ରିଙ୍କଲର ଜଳସେଚନ ପ୍ରଣାଳୀର ସଂଯୋଗୀକରଣ ଏବଂ ବିଚ୍ଛିନ୍ନକରଣକୁ ସହଜ କରିଥାଏ।
-

ASME B 16.5 CS SA 105N LWNFF 20 ଇଞ୍ଚ 600LB LWN F...
-

କଷ୍ଟମାଇଜ୍ କରାଯାଇଥିବା ଅଣ-ମାନକ ଟ୍ୟୁବ୍ ସିଟ୍ ଫ୍ଲାଞ୍ଜ ଷ୍ଟେନ୍...
-
ଲମ୍ବା ୱେଲ୍ଡ ନେକ୍ ଫ୍ଲାଞ୍ଜ ମାନକ ଚାପ LWN ପାଇଁ...
-

କଷ୍ଟମାଇଜ୍ ହୋଇଥିବା LWN ଫ୍ଲାଞ୍ଜ ମାନକ କାର୍ବନ ଷ୍ଟିଲ୍ ଷ୍ଟା...
-

ସକେଟ ୱେଲ୍ଡ ଫ୍ଲାଞ୍ଜ A105 କାର୍ବନ ଷ୍ଟିଲ୍ SW RTJ 3/4...
-
ANSI DIN ନକଲି Class150 ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ସ୍ଲିପ୍ ଅ...




